
卧式砂磨机适用范围
卧式砂磨机适用于油漆涂料、油墨、颜料染料、药品、化妆品、食品、造纸、电子原料等中黏度液体原料的研磨制造;特别适用于粘度大、细度小、易挥发的物料(密闭式研磨)。
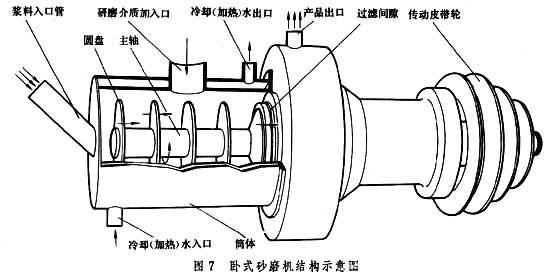
卧式砂磨机工作原理
卧式砂磨机是一种水平湿式(流体研磨)连续性生产的**粒研磨机,操作简单,不必象三滚筒一样需要高度的操作技巧即可得到均衡优良的品质。操作方法是将要研磨的物料(流体)通过气动隔膜泵打入带有夹套的静止研磨缸中,通过搅拌臂和分散叶片的高速作用,赋予研磨介质足够的动能,借助高速动动的介质对物料施加剪切力和冲击力,进行分散与研磨。研磨缸内含有玻璃珠、陶瓷珠、氧化锆珠等研磨介质。特殊的分离装置,将被分散物与研磨介质分离排出,可实现大批量连续式生产,大大提高了品质,又大幅降低了成本。我公司最大承接120L砂磨机。
卧式砂磨机结构特点
-
密封与润滑:机械密封采用开式水循环冷却,避免封闭式循环因轻微渗漏造成阻塞而引起过度发热,过度磨损等不良后果。
-
研磨筒体:本系列产品内的筒体均为球王会(集团)体育科技有限公司官网制成。由于具有良好的耐磨性和抗蚀性扩大了本系列产品的使用范围。夹套冷却可采用循环冷却或直接接自来水冷却。
-
分散轴组件 分散轴上装有特殊设计的分散盘,用衬套、双螺母紧固在分散轴上的,分散盘组装在分散轴上时,注意旋向和配对装配,以保证连续分散达到理想的效果;另外为了充分利用已经发生磨损的分散盘(磨损程度不一致),提高使用寿命,可以在清洗拆装时,调换装配位置,但仍需保证配对位置。
-
出料系统 本机采用筛圈出料。筛圈在轴向有若干缝隙(即出料间隙),这种筛子有较大的出料面积,能限制介质溢出。该筛圈用耐磨钢制成,有很高的硬度,使用寿命较高;在进料口安装有压力表,在出料口安装有温度表。
-
压力表和研磨介质装入:
本机装研磨介质时,可首先卸下进料处活接头,装上料斗,将事先经过称量好的介质从此口装入,绝大多数介质会流入筒内,余量可稍微转动一下主电机导入,由于这时介质是干状态,不能启动主机,以防止介质被打碎,注意装介质量按技术参数要求,过量则负荷超载,不足则效率低。 -
研磨介质需要更换或其它原因需将介质放出时,卸下端盖前面的放水总成,即可放出介质,直接开启6”球阀可放存水,在运转时应旋紧放砂阀。
生产中若要换色,可考虑由浅入深的进行,一批物料磨完后,可放入适量的浆料到缸内用泵打入筒体内进行循环,同时,轻微启动分散轴进行间断转动,**通入溶剂进行清洗。
清洗后应将洗浆液保持一部分在筒体内,若筒体内不保留一定的溶液,介质就会在筒体内凝结,导致下次工作运转时的困难。 -
机身
机身是固定和支撑主机、送料泵、无级变速器、筒体、电器箱等部件的钢焊接体构件,稳定可靠,结构紧凑。
卧式砂磨机型号规格
| 型号名称 | CWS-10 | CWS-20 | CWS-30 | CWS-50 | CWS-60 |
| 筒体容积 L | 10 | 20 | 30 | 50 | 60 |
| 电机功率Kw | 11 | 15 | 22 | 30 | 30-37 |
| 主轴转速r/m | 1200 | 1150 | 1100 | 900 | 800 |
| 泵流量L/m | 0-17 | 0-17 | 0-17 | 0-40 | 0-40 |
| 生产能力kg/h | 20-200 |
40-400 |
50-600 |
70-800 |
100-1000 |
|
介质添加量 |
70% |
70% |
70% |
70% |
70% |
卧式砂磨机安装与操作规程
安装注意事项
1、将机器放在平整的地方,查看机脚与地平面结合面效果、要求、平衡、无摇晃,空隙用铁板斜铁垫平。
2、检查管路进出是否松动,连接口上部压力表及温度表是否接好。
3、将进线电源接入砂磨机电箱,左侧三空缺接口,将三主背插熔芯插上,看其线路星三角及泵动作是否协调。
4、接通空压机试用泵将水打入砂磨机,直至出料口溢出或从上部将水灌入筒内。
5、从砂磨筒上前端装砂孔装入玻璃珠18公斤(SMJ20)、25公斤(SMJ30)左右,盖紧压盖。
6、电机良好接地。
卧式砂磨机操作规程
本厂生产的砂磨机为了操作方便,隔膜泵供气及密封冷却水均采用电磁阀控制,其中水循环电磁阀控制主机的起动,杜绝因操作不当引起机械密封损坏。
操作顺序:
(1)关闭砂磨机进口球阀
(2)打开水循环,待出水口有水流出后,起动主机
(3)待主机运转正常后,打开工作泵,慢慢开启球阀。
卧式砂磨机维护与保养
(1)主机在生产完毕用清水清洗干净,并存有一定的清水以防止缝隙处有残存的粉料沉淀结块,造成下次起动困难,机械密封过早损坏.
(2)隔膜泵工作一段时间后,可在空气滤清的第二个杯子里加入适当的变压器油,以防止机械运转不正常
(3)玻璃珠在运转1~2月(视具体工作量)后,应放出检查,若小珠或碎珠较多,要全部放出进行筛选,将直径小于1.5mm玻璃珠报废,添加适量的玻璃珠。
卧式砂磨机常见故障处理
| 序号 | 故障现象 | 原因及排除 |
| 1 | 电机卡死 |
隔膜泵力量过大,将珠子挤压过紧。 转动皮带盘,调小过滤器压力,重新起动电机 |
| 2 | 隔膜泵不工作 | 电磁阀损坏,更换电磁阀。隔膜泵阀杆卡死,拔下气管在入口处加入少量变压器油,插入气管加大气压轻轻敲击泵体,待泵工作后再将压力调至原压力 |
| 3 | 水循环无法工作 | 电磁阀损坏或卡死,更换。 |
| 4 | 冷却水发白 | 机械密封腔拆洗重新组装,或更换机械密封 |
| 5 | 轴承位发热 | 轴承位发热一般不大于60度,超过60度则属不正常现象,主要缺少黄油或轴承损坏。应及时添加黄油或更换。 |
| 6 | 压力表压力过高 | 筛盘阻塞,进行清洗,若解决不了,应拆开清理。 |